Lost Foam Gießsystem

Lösungen für Gießerei und Metallguss






Lost Foam Gießverfahren
Das Lost-Foam-Gießverfahren beginnt mit einem Polystyrolschaum-Modell, das so bearbeitet wird, dass eine Form entsteht. Dieses Schaumstoffmodell wird mit einer feuerfesten Beschichtung (oder Keramikeinbettmasse) überzogen. Diese Schlichte schützt die glatte Schaumstoffoberfläche vor der rauen Sandoberfläche. Nachdem die Beschichtung getrocknet ist, wird das Schaumstoffmodell in eine Küvette gelegt und von ungebundenem Sand umgeben. Anschließend wird der Sand auf einem Rütteltisch verdichtet und die Form ist bereit zum Gießen. Das geschmolzene Metall wird in das Polystyrolschaum-Modell gegossen, das verdampft und das Metall zurücklässt. Im letzten Teil des Lost-Foam-Gießverfahrens wird die feuerfeste Beschichtung entfernt und das Metallteil freigelegt.
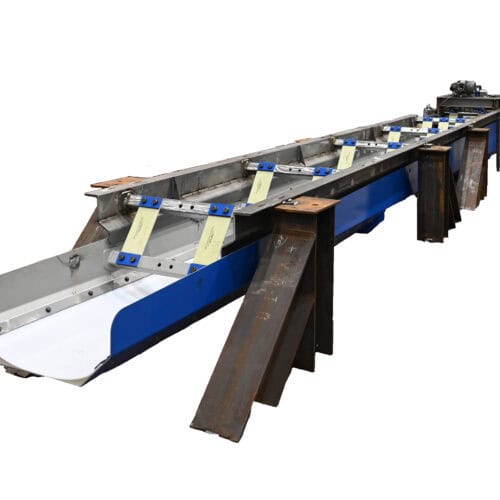
Von der Sandaufbereitung bis zur Formverdichtung in einem einzigen, automatisierten Prozess.
General Kinematics kombiniert Design-Innovation, Prozess-Know-how und Vibrationstechnologie zu einem präzisen, vielseitigen Verdichtungssystem, das für hochwertige Ergebnisse und kosteneffizienten Betrieb ausgelegt ist.
Vertikal gestapelte Rüttelkomponenten sparen Bodenfläche und sorgen für einen kontinuierlichen freien Fluss des Sandes durch jede Verarbeitungsstufe. Das Lost Foam System von GK bietet viele unmittelbare Vorteile für den Benutzer:
Von der Entwicklung zur Produktion
GK Lost-Foam-Gießsysteme ermöglichen die Prozessentwicklung zur Ermittlung optimaler Verfahren und können so programmiert werden, dass sie als Produktionssystem für hohe Stückzahlen eingesetzt werden können – und das alles mit der gleichen Ausrüstung.
Kompakt, kosteneffizient
GK Lost-Foam-Gießsysteme benötigen nur eine minimale Stellfläche und benötigen keine Gruben oder spezielle Fundamente in Ihrem Arbeitsbereich. Die verlorenen Schaumstoffgießsysteme verwenden motorbetriebene Komponenten mit geringem Energieverbrauch, die mit einem Minimum an Kosten und Wartung arbeiten.
Versiegelter Prozess
Beim Lost-Foam-Gießsystem ist eine Staubabscheidungnur an der Kolbenfüllstation erforderlich. Alle anderen Stufen des Lost-Foam-Gießverfahrens sind durch flexible Dichtungen verbunden.
Anpassbar an Ihre Bedürfnisse
GK-Systeme für verlorenen Schaum können an jede in Ihrem Betrieb verwendete Kolbengröße angepasst werden.
Wartungsarmes, leises Design
Alle Komponenten sind mit zuverlässigen, versiegelten Motorantrieben ausgestattet, um einen akzeptablen Geräuschpegel zu gewährleisten. Da es keine weiteren beweglichen Teile gibt, ist der Wartungsaufwand minimal.
Vorteile von Lost Foam Casting
Wenn es um komplexe Gussteile geht, bietet das Lost Foam Casting eine Reihe von Vorteilen. Beim Lost Foam Casting werden Teile hergestellt, die maßhaltig und proportional genau sind. Es sind keine Entwürfe erforderlich, es gibt keine Trennlinien, und der Schaumstoff ist formbar, so dass mehrere Schaumstoffteile zu einem einzigen Teil kombiniert werden können. Teile, die im Lost-Foam-Gießverfahren hergestellt werden, haben eine erstklassige Oberflächengüte.
- MERKMALE
FEATURES
- Siebmaschine – Der Sand wird durch die vibrierende Sieb- und Klassiereinheit von General Kinematics geleitet, die oben auf dem Gerätestapel montiert ist. Die Einheit sorgt für die gewünschte Korngrößenverteilung und entfernt unerwünschte Feinanteile.
- Absperrschieber – Der Sand fließt in einen Schwalltrichter, der mit einem pneumatisch betätigten Bodenschieber ausgestattet ist, der das Abschalten des Systems ohne Entladung ermöglicht.
- Kühler – Der General Kinematics VIBRA-FIN™ Sandkühler erkennt die Eingangstemperatur und kühlt den Sand automatisch auf die ideale Formtemperatur.
- Verteilung – Der Sand fließt durch den zweiten Trichter in eine Durchflusskontroll- und Verteilungseinheit, die den Sand gleichmäßig in den Kolben regnen lässt. Durch das sanfte Regenmuster wird die Verzerrung von zerbrechlichen Mustern vermieden. Bestimmte Bereiche können auf Wunsch maskiert werden.
- Verdichtung – Der Verdichtungstisch von General Kinematics ist auf einem pneumatisch betriebenen Hubrahmen isoliert, der angehoben wird, um den Kolben präzise an der Füllstation zu positionieren. Nach einem automatisch ablaufenden Verdichtungszyklus wird der Tisch abgesenkt, so dass die gefüllte Flasche über eine Rollenbahn oder ein automatisches Flaschenhandhabungssystem transportiert werden kann.
- Greifer – Das Muster wird anfangs von einem pneumatisch betriebenen Greifer im Kolben positioniert und gehalten, der sich im Laufe des Verdichtungszyklus entspannt.