System odlewania piankowego

Rozwiązania dla odlewnictwa i odlewania metali






Proces odlewania piankowego
Proces traconego odlewania piankowego rozpoczyna się od wzoru pianki polistyrenowej, który jest manipulowany w celu utworzenia formy. Powłoka ogniotrwała (lub odlew ceramiczny) jest używana do pokrycia tego wzoru pianki. Powłoka ta pomaga chronić gładką powierzchnię pianki przed szorstką powierzchnią piasku. Po zakończeniu suszenia powłoki, wzór pianki jest umieszczany w kolbie i otaczany niezwiązanym piaskiem. Stół wibracyjny jest następnie używany do zagęszczania piasku, a forma jest gotowa do zalania. Stopiony metal jest wlewany do pianki polistyrenowej, która odparowuje, pozostawiając metal. Wreszcie, w ostatniej części procesu odlewania piankowego, ogniotrwała powłoka jest usuwana, odsłaniając metalową część.
Od kondycjonowania piasku do zagęszczania formy w jednym, zautomatyzowanym procesie.
General Kinematics łączy innowacje projektowe, doświadczenie procesowe i technologię wibracyjną w precyzyjny, wszechstronny system zagęszczania zaprojektowany z myślą o wysokiej jakości wynikach i ekonomicznej eksploatacji.
Pionowo ułożone elementy wibracyjne oszczędzają powierzchnię podłogi i zapewniają ciągły swobodny przepływ piasku przez każdy etap przetwarzania. System piany traconej GK zapewnia wiele natychmiastowych korzyści dla użytkownika:
Od rozwoju do produkcji
Systemy odlewania piankowego GK umożliwiają rozwój procesu w celu określenia optymalnych procedur i mogą być zaprogramowane do pracy jako system produkcji wielkoseryjnej, a wszystko to przy użyciu tego samego sprzętu.
Kompaktowy, ekonomiczny
Zajmując minimalną powierzchnię podłogi, systemy odlewania piankowego GK nie wymagają dołów ani specjalnych fundamentów w miejscu pracy. Systemyodlewania piankowego wykorzystują energooszczędne komponenty napędzane silnikiem, które działają przy minimalnych kosztach i konserwacji.
Zapieczętowany proces
W systemie odlewania piankowegowymagane jest zbieranie pyłutylko na stacji napełniania kolby. Wszystkie pozostałe etapy są połączone elastycznymi uszczelkami.
Możliwość dostosowania do potrzeb
Systemy piany utraconej GK można dostosować do dowolnego rozmiaru kolby używanej w danej operacji.
Niskie koszty utrzymania, cicha konstrukcja
Wszystkie komponenty wykorzystują niezawodne, uszczelnione napędy silnikowe, aby zapewnić akceptowalny poziom hałasu. Brak innych ruchomych części minimalizuje wymagania konserwacyjne.
Zalety odlewania piankowego
Jeśli chodzi o skomplikowane odlewy, odlewanie piankowe ma wiele zalet. Odlewanie piankowe wytwarza części, które są dokładne pod względem wymiarów i proporcji. Nie są wymagane przeciągi, wszelkie linie podziału są wyeliminowane, a pianka jest plastyczna, co pozwala na łączenie wielu części piankowych w jedną część. Części wykonane metodą traconego odlewu piankowego mają najwyższej jakości wykończenie powierzchni.
- CECHY
CECHY
- Przesiewacz – Piasek jest wprowadzany przez przesiewacz/klasyfikator wibracyjny General Kinematics zamontowany na szczycie stosu urządzeń. Urządzenie utrzymuje pożądany rozkład wielkości ziaren i usuwa niepożądane drobiny.
- Zasuwa odcinająca – Piasek przepływa do zbiornika wyrównawczego wyposażonego w pneumatycznie sterowaną dolną zasuwę, która umożliwia wyłączenie systemu bez rozładunku.
- Chłodnica – Chłodnica piasku VIBRA-FIN™ firmy General Kinematics wykrywa temperaturę wlotową i automatycznie chłodzi piasek do idealnej temperatury formowania.
- Dystrybucja – Piasek przepływa przez drugi zbiornik do jednostki kontroli przepływu i dystrybucji, która równomiernie wysypuje piasek do kolby. Delikatny wzór deszczu eliminuje zniekształcenia delikatnych wzorów. W razie potrzeby można zamaskować określone obszary.
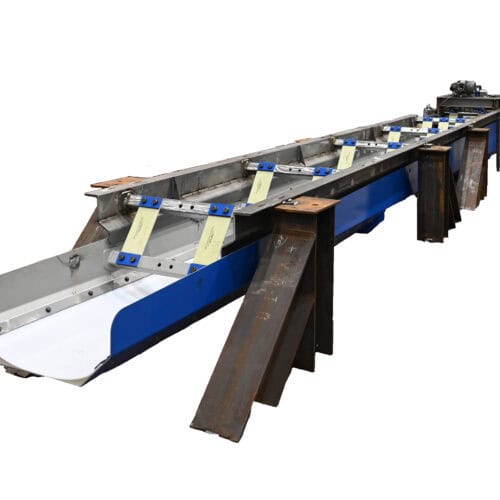
- Zagęszczanie – stół zagęszczający General Kinematics jest izolowany na pneumatycznie sterowanej ramie podnoszącej, która jest podnoszona w celu precyzyjnego ustawienia kolby na stacji napełniania. Po automatycznie sekwencjonowanym cyklu zagęszczania, stół jest opuszczany, umożliwiając przeniesienie napełnionej kolby za pomocą przenośnika rolkowego lub zautomatyzowanego systemu przenoszenia kolb.
- Chwytak – Wzór jest początkowo pozycjonowany i utrzymywany w kolbie przez pneumatycznie sterowany chwytak, który rozluźnia swój chwyt w miarę postępu cyklu zagęszczania.