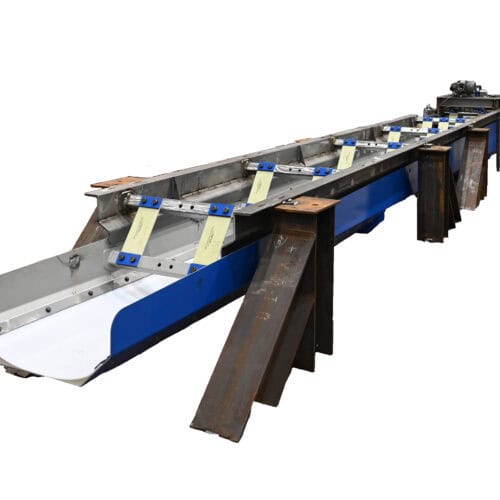
消失模铸造系统







消失模铸造工艺
消失模铸造工艺以聚苯乙烯泡沫塑料模型为起点,通过操作形成模具。耐火涂层(或陶瓷熔模)用于覆盖泡沫模型。这种涂层有助于保护光滑的泡沫表面不受粗糙砂面的影响。涂层干燥后,泡沫模型被放入烧瓶中,周围是未粘合的沙子。然后用振动台将沙子压实,模具就可以浇注了。熔化的金属被倒入聚苯乙烯泡沫塑料图案中,泡沫塑料被蒸发,留下金属。最后,在消失模铸造工艺的最后一部分,耐火涂层被去除,露出金属部分。
从砂调节到模具压实,只需一个自动化流程。
General Kinematics 将设计创新、工艺专长和振动技术结合到精密、多功能的压实系统中,旨在实现优质效果和经济高效的运行。
垂直堆叠的振动组件可节省占地面积,并在每个加工阶段提供连续自由的砂流。GK 的失泡系统可为用户带来许多立竿见影的优点:
从开发到生产
GK 消失模铸造系统可用于工艺开发,以确定最佳程序,并可作为大批量生产系统进行编程,所有这些都使用相同的设备。
结构紧凑,成本效益高
GK 泡沫消失模浇注系统占用的地面空间极小,无需在工作区设置地坑或特殊地基。消失模铸造 系统使用 低能耗的电机驱动部件,运行成本和维护费用最低。
密封工艺
在消失模铸造系统中,仅在烧瓶填充站需要收集粉尘。所有其他阶段 在消失模铸造 工艺 中,这些部件 通过柔性密封件连接在一起。
满足您的需求
GK 消泡系统可适用于任何尺寸的烧瓶。
低维护、静音设计
所有组件均采用可靠、密封的电动驱动器,以确保达到可接受的噪音水平。没有其他活动部件,最大限度地减少了维护需求。
消失模铸造的优点
就复杂铸件而言,消失模铸造有很多优点。消失模铸造生产的零件尺寸和比例精确。不需要草稿,消除了任何分模线,而且泡沫具有延展性,可以将多个泡沫部件组合成一个部件。采用消失模铸造技术生产的零件具有一流的表面光洁度。
- 特点
特点
- 筛分机 – 砂子通过安装在设备堆顶部的通用动力振动筛分机/分级机引入。该装置可保持理想的粒度分布,并去除不需要的细粒。
- 关闭闸门 – 砂子流入装有气动底部闸门的激增料斗,该闸门允许在不卸载的情况下关闭系统。
- 冷却器 – General Kinematics VIBRA-FIN™ 砂冷却器可感知入口温度,并自动将砂冷却到理想的成型温度。
- 分配 – 砂子通过第二个料斗流入流量控制和分配装置,该装置可将砂子均匀地洒落到烧瓶中。平缓的雨滴模式消除了易碎模式的变形。如果需要,还可以遮盖特定区域。
- 压实 – General Kinematics 的压实台被隔离在气动升降架上,升降架升起后可将烧瓶精确定位在灌装站。在自动排序的压实循环之后,工作台下降,通过辊道输送机或自动烧瓶处理系统传送装满的烧瓶。
- 夹持器 – 图案最初由气动夹持器定位并固定在烧瓶内,随着压实循环的进行,夹持器会放松夹持。