The expanding applications of vibratory feeders for controlling the flow of bulk materials, and their adaptation for processing requirements, have developed a considerable interest in stockpiling and reclaim systems. The general design of these units consists of a material transporting trough (or platform) driven by a vibratory force system. The flexibility and variety of designs are limited only by the ingenuity of design engineers. The basic motion of the vibratory trough, or work member, is a controlled directional linear vibration which produces a tossing or hopping action of the material. Material travel speeds vary from 0 to approximately 100 ft. per minute, depending on the combination of frequency, amplitude, and slope vibration angle.
The installation of vibrating feeders in over 300 power plants has proven the reliability and economical construction for these feeder units. System designers must apply improved designs for controlling the flow of coal or other bulk materials from storage including full consideration for dust control and pollution. Automated coal handling systems should include manpower and equipment maintenance requirements in the evaluation of any layout. Overall operating costs in a material handling system are passed on to the consumer in the price of energy. Minimizing the use of dozers and mobile equipment reduces the “fugitive” dust problems and improves the reliability of the system. The efficient and economical storage, movement, and control of large tonnage material handling installations – unit train loading and unloading, storage, blending, and reclaim systems – depend on the proper application and design of vibrating feeders.
What are Vibratory Feeders?
Vibratory feeders are basically applied to a control function to meter or control the flow of material from a hopper, bin, or stockpile, much the same as an orifice or valve control flow in a hydraulic system. In a similar sense, feeders can be utilized as fixed rate, such as an orifice, or adjustable rate, as a valve. Feeders are supported by a structure or hung from hoppers by cables with soft springs to isolate the vibration of the deck from the supporting structure. Capacities range from a few pounds to 5000 tons per hour or more.
Advantages of Vibrating Feeders
Vibratory feeders are basically applied to a control function to meter or control the flow of material from a hopper, bin, or stockpile, much the same as an orifice or valve control flow in a hydraulic system. In a similar sense, feeders can be utilized as fixed rate, such as an orifice, or adjustable rate, as a valve. Feeders are supported by a structure or hung from hoppers by cables with soft springs to isolate the vibration of the deck from the supporting structure. Capacities range from a few pounds to 5,000 tons per hour or more.
Some of the principal advantages of vibratory feeders over other types of bulk feeding devices are the opportunity for utilizing full sized hopper openings to reduce bridging and assure the free flow of material. This free flow comes via vibrating material in the hopper throat and eliminating the requirement for bin vibrators. In most cases, the vibratory feeder pan eliminates the requirements for rack and pinion gates and other shut-off devices above feeders since the feeder pan functions as a shut-off plate. The design of the unit permits replacement of the drive mechanism without removing the feeder trough. There is a reduction in headroom requirements and considerable savings in pit or tunnel construction and elimination of gates. Eliminating gates also promotes the free unobstructed flow of material. In process requirements, the ability to vary the feed control from absolute zero to maximum in response to instrumentation signals meets the design requirements for automated blending and reclaim systems. No return run such as belt feeders eliminates scrapers and spillage. They can be designed for dust-tight applications.
Vibrating Feeder Design Types:
The mechanism for producing the vibratory forces can be classified as follows:
1. Direct-force type in which 100 percent of the vibratory forces are produced by heavy centrifugal counterweights. The forces developed are transmitted directly to the deck through heavy-duty bearings. Linear motion can be generated by the use of counter-rotating shafts with timing gears operating in an oil-bath housing and driven through a V-belt. Other designs utilize two synchronizing motors, with counterweights mounted on the motor shaft. In general, the direct-force type is applied as a constant-rate feeder. The feed rate can be adjusted by changing the slope of the pan, size of the hopper opening, or changing the amount of counterweight, and stroke. In some cases, mechanical or electrical variable-speed drives are applied to vary the frequency and feed rate, but the regulation and control range is limited. The stroke and capacity are affected by the hopper opening and the amount of material on the feeder pan.
2. Indirect-force types, better known as resonant or natural frequency units, generate the vibratory forces from a relatively small exciting force which is amplified through the application of a secondary spring-mass system. In most designs, natural frequency feeders are “tuned” at a mechanical natural frequency above the operating frequency of the drive in order to prevent excess dampening effect of the material head load, particularly in larger units with large hopper openings or high capabilities. The term “sub resonant” is used to describe these units.
The Principal of Natural Frequency Operation:
The resonant or natural frequency vibratory feeder is designed to control the flow of bulk materials using the amplification principle of a two-mass spring system with a constant exciting force. The prime mover is a standard squirrel cage ac motor. Small eccentric counterweights mounted on the double-extended shaft of the squirrel-cage motor in the exciter assembly produce a constant rotating exciting force. This drive design completely eliminates the requirements for heavy bearings, V-belt drives, guards, electric plugging circuits, pressure switches, gears and lubrication problems. Other designs use an unbalanced eccentric shaft driven by belts from a separately supported motor designed for vibratory service. The component of the rotating exciting force, in line with the desired feeder stroke, is amplified by coil or polymer springs to produce a powerful straight line conveying action on the deck. The squirrel-cage motor speed varies less than 1-1/2% with +/- 10 percent fluctuation. The constant rotating exciting force results in accurate feed control regardless of normal voltage fluctuations.
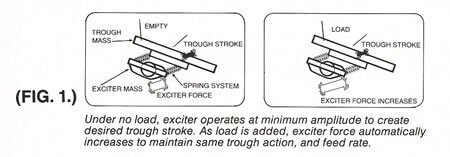
The total spring system of the vibratory feeder is designed so that the amplitude-frequency response of the two-mass system is such that the greater the material effect, the greater the amplification of the spring-weight system. This results in an automatic increase of the amplified exciter force which naturally compensates for material head load and weight effect. This anti-dampening characteristic results in accurate volumetric feed-rate control regardless of material head load variations.
Electromagnetic feeders have been used extensively. These units are designed as Two-Mass spring systems in which the pan or deck is mounted on a bank of leaf springs which is rigidly attached to a relatively larger impulse mass. Alternating or pulsating direct current creates an exciting magnetic force between an armature and the field coils which are usually mounted on the impulse mass. Variable amplitude is obtained through a rheostat and rectifying equipment or variable-voltage transformers. Electromagnetic units are usually sensitive to material head loads and voltage fluctuations. In some applications electronic circuits and voltage-regulation equipment are employed.
Control in Vibrating Feeder Design
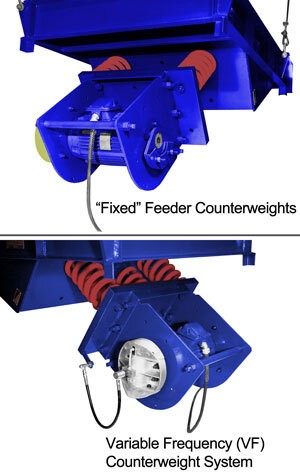
Maximum feed rate can be “fixed” or set by adjusting the small eccentric weights located on the motor or vibrating shaft. Stroke can also be adjusted by the use of tuning springs to vary the resonance effect. Some designs attempt to control the feed rate by varying the RPM of a squirrel cage motor with SCR controls or variable voltage transformers. This method of adjusting the control is satisfactory for relatively limited ranges. Vibrating feeders, like those at General Kinematics, are suspended on coil springs to isolate the motion from the supporting structure. The natural frequency of the suspension system is generally 50% of the operating speed of the feeder motor. Reducing the RPM of the feeder motor approaches the natural frequency of the suspension system so that at some point the feeding becomes erratic or causes problems in the suspension system. Other designs may have internal drive constructions which also respond in an erratic fashion to variable speed drives. For applications requiring maximum adjustable control of feed rate, an infinitely variable, stepless feed rate is obtained by the use of a Variable Force counterweight wheel on each of the extended motor shafts.
This vibrating feeder design provides linear control from zero to maximum feed rate. Variable Force counterweight control alters the exciting force by varying only the counterweight effect rather than the motor speed. As air or hydraulic pressure signal varies from zero to maximum, the unbalanced forces vary proportionally. Motor speed remains constant. Since the NEMA design squirrel cage motor operates with full torque at all times, it can “stop and resume” feed at any capacity, even 5000 TPH. The control responds accurately and smoothly to any manual, pneumatic, hydraulic or electronic input signal-load cell, belt scale, computer – for fully automated operation.
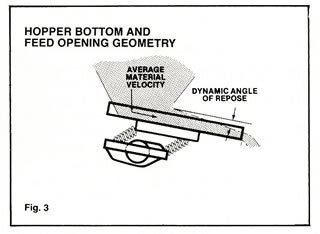
Hopper Bottom and Feed Opening Geometry
Since most applications involve bulk materials, a typical layout consists of a hopper with a vibrating feeder mounted below to feed the material to a conveyor, scale, or processing unit.
Projected Vertical Hopper Opening
Material characteristics and size distribution generally dictate the hopper or bin slopes as well as the hopper opening. In determining the size of hopper opening it is important to consider the largest size particles as well as the bridging effect of the material. The projected vertical opening should be two or three times the largest size pieces. Materials with high bridging characteristics require adequate openings to assure flowability. Larger openings save headroom but require feeders with the ability to operate under headloads. Another feature of large hopper openings is the transmission of feeder-pan vibration directly to the material to reduce bridging, eliminating the requirement for bin vibrators, and promoting smooth uniform flow of materials. These design factors require feeders that are able to operate under a material head-load with minimum “damping” or “muffling” effect. Para-Mount II Feeders are ideal as they are “tuned” to increase vibratory forces to compensate for the material mass effect.
Projected Horizontal Opening
The projected horizontal opening is determined by the particle size and capacity requirements. The minimum opening should be approximately 1-1/2 times the largest lump size. The maximum size opening is determined by the volumetric capacity consistent with feeder length. It is desirable to include a slide plate or gate to permit field adjustment.
Feeder Size, Slope, and Trough Length
Capacity requirements determine the feeder-pan dimensions and slope. The volumetric capacity of a feeder may be determined by the formula:
A x V = Q Q= cu. fpm A= projected horizontal area V= average velocity of material through opening
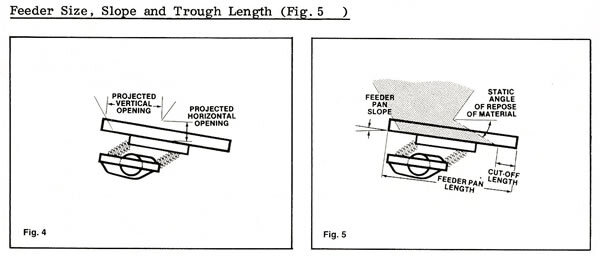
The projected horizontal area is a function of the projected horizontal opening and feeder-pan width. The average material velocity will vary with material flow characteristics, the coefficient of friction, feeder pan slope, length, and vibration intensity.
Material velocities will range from 30 to 60 fpm with pan slopes from 0 to 20 deg. Feeder-pan trough length is determined by the material angle of repose and pan slope. The feeder pan must be of sufficient length to assure complete material shutoff when the feeder is at rest. A line drawn from the maximum opening at the material angle of repose should intersect the pan trough, leaving a margin of cutoff length to allow for variations in material characteristics.
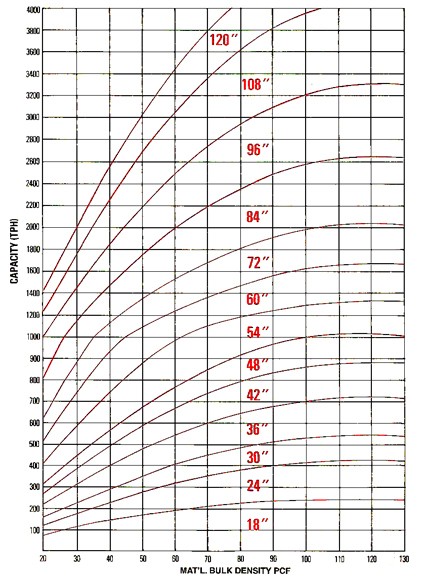
Feeder Size Selection
Selection capacities shown in the table are guides for selecting the feeder size. Feed rates may vary widely with material characteristics such as density, particle size distribution, moisture content and angle of repose. Maximum feed rates are obtained by declining feeder pan consistent with hopper opening and feeder length. Minimum length of feeder may be determined by hopper opening, feeder slope and angle of repose. Select feeder with adequate length to prevent flushing. Hopper opening required to minimize hopper bridging effect may determine width and length of the feeder. In some cases, headroom or minimum tunnel depth consideration justify a size selection larger than required for volumetric flow.
Trough Material Selection
Feeder troughs can be ruggedly built for heavy-duty service. Frames are heavily reinforced. Deck plates are bolted to husky channel side members and are readily replaceable. Decks are available in mild steel, abrasion-resistant steel, stainless steel or special alloys, thus providing a wide range of materials to suit application requirements. Thicknesses from 10 ga. to 1″ widths from 18″ to 144″. Liners are also available in the above materials, as well as rubber, plastics or ceramics. Dust-tight covers can be furnished where required.
As you think about the design of your vibrating feeder, the lining materials should be selected with consideration to the material being handled as well as the economic factors. For extremely abrasive materials, ceramic liners in the form of high-density aluminum oxide tiles can be installed on a flat deck with epoxy resins with a high degree of success. This has been very successful in applications involving coke, for example in the steel mills. Another type of material is a UHMW Polymer (ultra-high molecular weight) polyethylene plastic, used as a liner for abrasive, wet fine, material. This in many cases prevents the buildup encountered with metal decks.
A very common material as a liner is Type 304 stainless steel. This is particularly adaptable to materials which have a corrosive effect as well as wear. The stainless steel material is excellent for this application as the general action of the material on the feeder is a sliding action, which polishes the stainless to a very smooth finish preventing buildup and also resulting in longer life. Experience has shown that feeders in power plants have been operating for over 15 years with no appreciable wear on the 304 stainless steel material. Many alloy decks such as T-1 and Jalloy can also be used for abrasive service.
New Developments in Feeders
Totally Enclosed Feeders
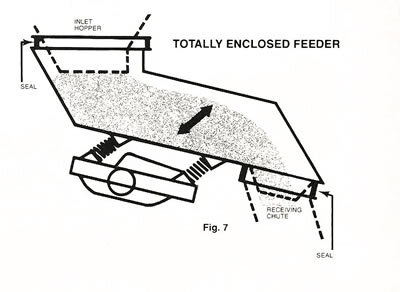
The conventional feeders that have been available consist of a flat pan trough with relatively low sides. This requires that stationary skirts be installed between the hopper or storage opening and the inside of the feeder trough to contain the material being conveyed by the vibrating feeder pan. Also, there has been a difficult design problem to provide dust or mud seals between the stationary skirts and the vibrating feeder pan. Another problem has been to provide a satisfactory seal between the feeder pan and any dust housing over the conveyor belt or receiving chute. A newer vibrating feeder design incorporates the side skirts as part of the feeder forming a totally-enclosed design. The feeder is shaped like a box structure with a flanged inlet and bottom flanged outlet cooperating with the inlet-chute and receiving chute or hopper. In this case, the seals are never in contact with the material and are much simpler to install and maintain. The feeding unit can now be made completely dust-tight (or watertight) and eliminates any spillage encountered with conventional feeders. Installation is simplified. This design also eliminates the problem encountered in trapping material between stationary skirts and the vibrating pan, which may cause reduced capacity or complete “locking” of the pan to the stationary skirts in the case of material that has a tendency to cake or cement when inactive.
Activator / Feeder (UN-COALER®)
Some installations use a combination of a vibrating bin bottom or pile activator with a vibrating feeder to control flow. The UN-COALER® combines the flow control characteristics of a totally enclosed vibrating feeder with the material activating action of a vibrating bin bottom to assure maximum material “drawdown” without the attendant problems of flushing or compacting. Until now, it has been necessary to select a circular bin activator sized to provide maximum material flow and the use a vibrating feeder to control the flow and prevent flushing. A single unit can do the job effectively and economically.
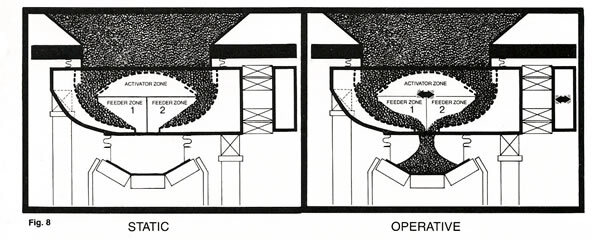 The construction consists of a square or rectangular box structure with two symmetrical “feeder” pans in combination with a center dome. The geometry of the material flow path is similar to the requirements for open pan feeders. The center dome is part of the box structure and functions as a pile activator or vibrating hopper bottom.
The construction consists of a square or rectangular box structure with two symmetrical “feeder” pans in combination with a center dome. The geometry of the material flow path is similar to the requirements for open pan feeders. The center dome is part of the box structure and functions as a pile activator or vibrating hopper bottom.
The entire assembly is vibrated horizontally by the natural frequency drive mechanism identical in design to a coil spring feeder drive. The bottom slot opening feeds the material to the belt to deposit the coal symmetrically and centrally to develop an ideal belt loading. The center dome produces a vibratory action on the material to reduce the arching and induce the flow in the storage pile. Sealing is simple and complete with installation of seals as shown in the diagrams.
When applied to any type of bulk material storage unit, the UN-COALER® activator / feeder will increase the amount of reclaimable live storage. It is especially advantageous when used with sluggish, hard to handle ores, lignite coal, and other materials with high particle friction or a poor natural angle of repose. Units are available up to 12′ x 12′ or larger openings, depending on your application. Large openings mean fewer units are required to achieve the same amount of live reclaim. Compact low profile reduces tunnel depth. Rectangular shape allows simple hopper design without the need for expensive circular transition piece between hopper and activator. The UN-COALER® mounts on a separate support. A curved arch breaker mounted above the material feeding troughs is designed to transmit vibrating forces into the storage pile without compacting the material. Its leading edges are provided with adjustable baffles which are set in accordance with the material’s angle of repose the same as a cut-off gate on feeder hoppers.
Each UN-COALER® is foot mounted on steel coil isolation springs, thus the tunnel roof does not have to be designed to withstand the weight of the unit or any dynamic forces. Automated control systems arranged to respond to belt scale, load cell or computer signals, allow individual or multiple unit control of the UN-COALER® for selective reclaiming from virtually any point or combination of points along the tunnel. The low profile design of the UN-COALER® reduces the cost of foundation excavation since the tunnel does not have to be as deep. Straight-line surfaces eliminate elaborate concrete forming. The few moving mechanical parts of the UN-COALER® are easily accessible from the tunnel to minimize maintenance procedures.
Advantages of this feeder design:
- Large vibrating opening, up to 12′ x 12′, permits large hopper discharge openings for greater drawdown volume.
- Compact, low profile design reduces tunnel depth for substantial savings in foundation costs.
- Fixed or variable feed rate designs permit continuous operation to assure uniform feed to reclaim conveyor.
- Unit mounts directly above belt conveyor and evenly distributes material to eliminate belt tracking problems.
- Few moving mechanical parts are easily maintained from the tunnel.
- The entire UN-COALER® is mounted below grade.
- Rectangular shape with straight line surfaces greatly simplify hopper design, dust and connections and concrete work.
APPLICATIONS
Track Hopper Reclaim:
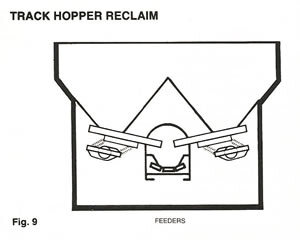
As unit trains deposit enormous quantities of material into large hoppers, a series of feeders can be called upon to uniformly distribute the material onto reclaim belt conveyors. The large, rectangular outlet opening of the feeders mounted directly over the conveyor assures maximum draw-down. Adjustable rate units equipped with the counterweight control respond accurately to belt scale, load cell or computer signals to allow precise proportioning or blending. UN-COALER®S can be applied with considerable savings in pit depth.
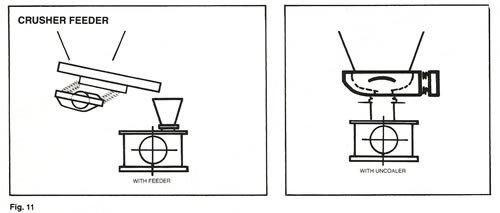
Crusher Feeder:
Vibrating feeders can be supplied to match the crusher openings to provide an ideal curtain feed with a uniform distribution to assure maximum crusher efficiency and uniform wear life on the hammer elements. Foot-mounted directly above a crusher, the UN-COALER®’s low profile, compact straight-line design simplifies hopper and dust seal installation. 100% linear feed rate adjustment can be controlled by the crusher amphere draw or feed hopper load cells.The long, narrow shape of the UN-COALER® discharge opening provides the perfect configuration for evenly distributing material across the crusher inlet.
RECLAIM SYSTEMS
The basic aim of any reclaim system is to activate the larges volume of stored material without resorting to manual manipulation to eliminate rat-holing or segregation. Feeders can be applied to obtain maximum live storage in either windrow or silo storage. the design of systems to reduce the use of dozers has proven to be advantageous in operating costs and eliminating much of the fugitive dust problem generated by the moving equipment.
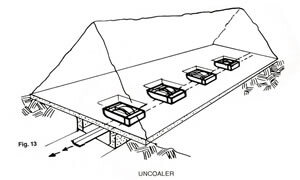
Windrow Reclaim:
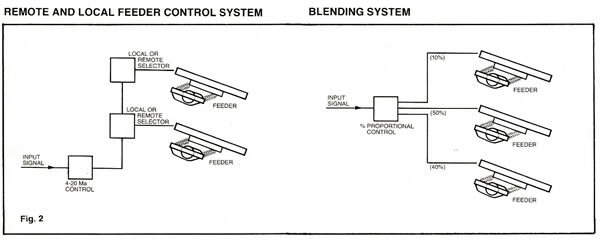
The illustration below shows an arrangement of feeders which provides 100 percent reclaim of material and at the same time reduces the required storage area. In this system, the material is reclaimed from what are essentially live storage piles through a series of below-grade hoppers. These feeder hoppers are contiguous and arranged to permit pairs of opposed vibrating feeders to feed to a central belt conveyor. The feeder troughs are enclosed and the drive can be provided with explosion-proof motors thus reducing dust problems and the risk of fire. This arrangement makes it convenient to blend materials of various compositions or content by operating appropriate pairs of feeders along the pile. Material is 100% reclaimed from live storage area through a series of UN-COALER®s that are foot mounted directly below grade. The contiguous hoppers are arranged to permit the UN-COALER®S to feed to a central conveyor belt. Simple straight-line dust seals at the inlet and discharge openings, eliminate dust problems and reduce the risk of explosion. The UN-COALER® is mounted completely below grade, reducing hazards during dozing operations. Low profile reduces tunnel depth and concrete cost is cut even further since units are supported from tunnel floor and not suspended from overhead.
Barn-Type Storage
This type of bulk storage facility is a V-shaped slot with a bathtub shape having 55 degrees sloped concrete walls in some cases completely covered by a metal building. The upper-most portion of the structure houses a tripper conveyor which will deliver the incoming material to any point along the bunker. A series of UN-COALER® activator / feeders, with sizes up to 12′ x 12′ or larger, are housed in a rectangular concrete reclaim tunnel extending along the entire bottom of the bunker and are positioned to provide 100 percent reclaim. This is an ideal layout for reliable and controlled blending. Any percentage of material can be reclaimed simultaneously from any portion of the pile. The low profile design of the UN-COALER® reduces the cost of foundation excavation since the tunnel does not have to be as deep. Straight-line surfaces eliminate elaborate concrete forming and eliminate the requirement for “tepee” housing used with plow systems. The few moving mechanical parts of the UN-COALER® are easily accessible from the tunnel to minimize maintenance procedures. Discharge is directly on the belt thus eliminating belt tracking problems. Square or rectangular outline simplifies feed opening design, concrete work, and dust sealing.
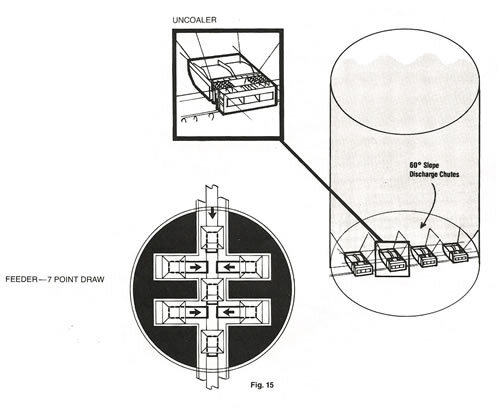
Silo Reclaim
The fast efficient, high-tonnage method of reclaiming coal from concrete storage silos is to use a series of feeders to extract uniformly across the entire bottom of the silo. For example, a 70 ft. diameter silo would use seven feeders located beneath 10 ft. square openings, three directly over a belt and two on either side, to provide mass-flow unloading while minimizing segregation problems. Two or more silos in tandem facilitate blending.
Several UN-COALER® units installed across the bottom of the silo, a 70′ diameter silo, for example, would require only four UN-COALER® units mounted in-line between the 60 degree inclined discharge chutes… compared to at least seven conventional activators and feeders. A significant cost savings occurs because of fewer pieces of equipment, simpler and less costly concrete work and installation procedures.