
A South Carolina foundry decided to put the GK VIBRA-DRUM® to the test in their process. With only two other installations of the VIBRA-DRUM® in a No Bake foundry, the technology first needed to be proven.
Challenge
The current foundry system requires cutting the castings by torches and secondarily running them through a shot blast, thus increasing cycle time. This type of process presents safety concerns as the castings would need to be manually handled. In their current process, the foundrymen were manually extracting the 400-600 pound castings which meant there was not only potential for burns but poor ergonomic conditions as well. With the existing process there was not a good way of cooling the sand & castings which did limit their production capabilities.
The foundry was looking for a system/process that would solve the following objectives:
- Grow with a higher melt capacity and grow the overall casting production
- Gain in-process cooling for sand and castings
The age of their existing equipment, need for expansion and incremental capacity increases all came into play when General Kinematics presented the GK VIBRA-DRUM® as a solution to help this foundry.
Approach

General Kinematics recommended the GK VIBRA-DRUM® to address these process challenges. No Bake sand is chemically cured and then activated which is next to impossible to break apart for re-use. The sand reclaiming itself must be achieved thermally and mechanically together.
The Key Process Benefits the GK VIBRA-DRUM® bring to the project include the following features:
- Casting Cooling: The entire sand mold and casting would enter the GK VIBRA-DRUM® and cool much quicker than the castings being air cooled while stacked on a pallet as compared to their existing process.
- Sand Attrition: The GK VIBRA-DRUM® would take the place of the existing GK VIBRA-MILL® for sand attrition or breaking down of the sand lumps.
- Casting Cleaning: The GK VIBRA-DRUM® would use the mold sand as a form of “media” which would flow through and around the castings giving some additional cleaning/scrubbing action.
Field Testing
The GK VIBRA-DRUM® test unit was installed and positioned in an area of the plant where the newly poured molds could easily be handled. Testing

comprised of continuous monitoring of the sand and casting temperatures with an infrared temperature gun. As a comparison of Casting/Sand cooling to the GK VIBRA-DRUM®, molds were broken on the foundry floor to measure comparative temperatures. Sand and casting temperatures gave the needed point of reference for overall cooling times.
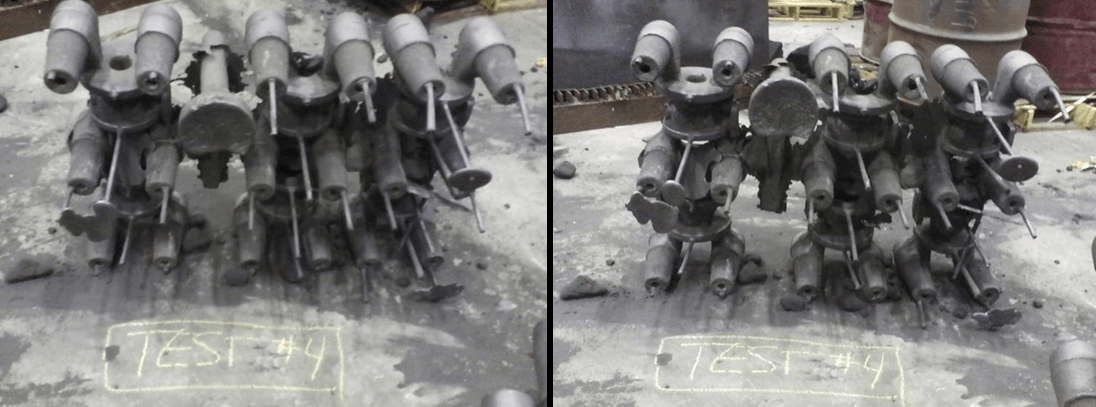
Several tests were conducted to see what could be achieved. By the final test, when the mold was cracked there was an insignificant amount of ignition as the casting had more in-mold cooling time before it was handled. However the large lumps of sand still broke down smoothly and the casting began to tumble very quickly which was the desired action. The VIBRA-DRUM® had a good stroke action to get the flow climbing the active side of the liner, even with these larger, heavier castings.
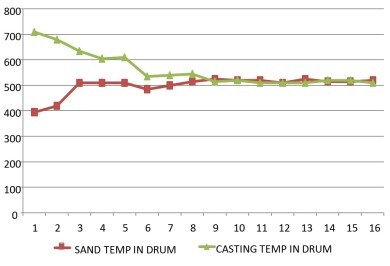
TEST DATA/COOLING CURVE
As you can see in the graph, the sand and casting temperatures “normalize” at roughly 500°F, once the sand picks up the heat from the casting and becomes equal in temperature the casting cannot cool any further.
Solution
The GK VIBRA-DRUM® test unit improved the overall process, achieved more results than were originally outlined, and the system is able to run harder, longer and faster. Key benefits of using this technology included:
- Casting Cooling: Cooling curves confirmed the expected results that the sand and castings will reach an equilibrium temperature. In all of the tests that equilibrium temperature proved to be roughly 500°F in approximately 10-12 minutes depending upon the input casting temperature into the VIBRA-DRUM®.
- Sand Attrition: The VIBRA-DRUM® was successful in breaking down the larger lumps of sand throughout the “tumbling” process/test. The casting “tumbling” action certainly assisted in breaking down these larger sand lumps.
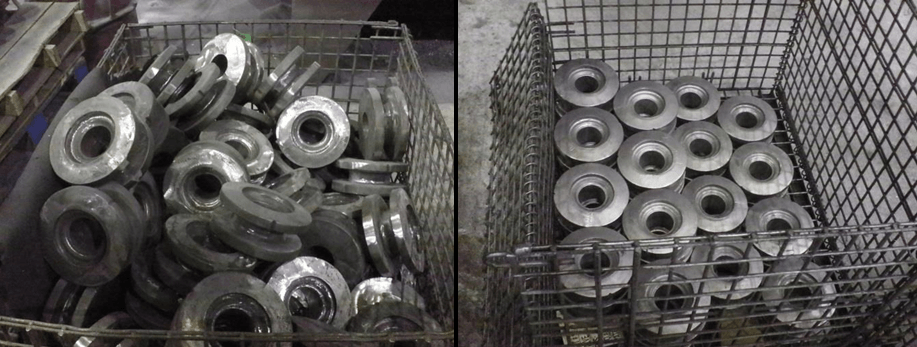
- Casting Cleaning: Visually the castings do appear “cleaner” than most of the castings being air cooled after extraction off the existing GK VIBRA-MILL® in the current production process.
Results
The VIBRA-MILL®, VIBRA-DRUM®, VIBRA-FIN®, and inclined conveyor were all engineered and manufactured at GK headquarters in Crystal Lake, IL and now being installed November 2015.
[Click on images of the equipment below to view full size!]





