
A Need for Balance
Vibratory conveyors have been a staple in bulk material handling for over a century. From handling light powders to glowing red engine blocks, vibrating conveyors excel at moving difficult materials. As versatile as they may be, it is sometimes necessary to install vibratory conveyors on floors or structures which cannot accommodate any great amount of vibration. In these instances, vibratory conveyors can be designed to be balanced, which means they have a weighted mass that counterbalances the movement of the conveyor trough. While there are many different proven ways to create this counterbalance, there is one design that doesn’t necessarily live up to the hype.
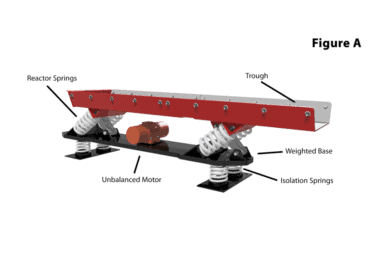
For decades there have been various companies that have marketed a style of vibratory conveyor design that use a “free force” or “balanced and isolated” drive system to convey materials. This conveyor drive system typically consists of an unbalanced electric motor connected to a weighted base (fig. A). The unbalanced motor creates vibration that excites the base, which then transfers that vibratory energy through a spring system to vibrate a trough 180 degrees out of phase. The entire unit rests on springs, which are meant to isolate the vibration created by the conveyor to the structure in which it is mounted. While these conveyors are hyped up as simple and lower cost, there are many flaws in the fundamental design of these conveyors, which we will cover below.
System Setbacks
The first issue is the suspension system itself. In order to achieve proper isolation frequencies, the natural frequency of the suspension system is typically designed to be around 50 percent of the operating speed of the motor. This is fine if the motor speed never changes. However, if the motor speed is adjusted to increase or decrease conveying rate, or if the material load on the conveyor induces slip in the motor, the frequency will shift towards the natural frequency of the suspension system. This shift can cause erratic operation, poor conveyance, or even structural failure of the machine.
Another issue with the “balanced and isolated” conveyor design is that it does not respond positively to changes in material weight or load distribution. This poor response will limit the actual isolation effectiveness achieved by these machines to only 60 – 65%… a far cry from the marketing claims that these machines eliminate vibration transmission to the ground. The variance in responsiveness causes the machine to experience dampened performance and loss of conveyability if the unit is overloaded with product. The problem becomes increasingly worse when you need to convey difficult products or convey up hill.
Finally, the size of balanced and isolated conveyors is limited by the drive system itself. The unbalanced motor uses offset weights mounted directly to the shaft of the motor. As the motor spins, it vibrates the base, which in turn activates the trough. The longer the machine, the more force must be created to properly convey materials. A single motor can only output so much force, and adding a second motor is not feasible in this design. Positively driven conveyors, such as those that use GK’s SYNCRO-CUSHION® drive, have no limitation in length.
GK regularly replaces these “balanced and isolated” conveyors when customers experience the issues noted above. In one instance, a customer installed a balanced and isolated after a molding machine in a foundry. Occasionally, the machine would experience build up, which changed the frequency of the machine. Because of this change in frequency, the unit had stopped conveying material properly, and the conveyor began to experience structural problems. By replacing this machine with a balanced GK SYNCRO-COIL® vibratory conveyor, the process issues were corrected and the foundry no longer experienced downtime in this area of their process.
A Better Solution
![]()
There are many styles of balancing that are significantly more effective in convey ability, durability, and overall process performance than the balanced and isolated design. For heavy-duty applications, such as those found in foundry applications, as well as the application above, balanced designs such as our “D” balanced conveyors (fig. B) are capable of isolating over 93% of forces or more to the ground and can compensate for varying loads. These machines are significantly more substantial in construction for longer life, and are positively driven to eliminate dampening performance. They are also not limited by length, width, or load capacity… something that cannot be said for balanced and isolated designs.
When choosing a vibratory conveyor, being an expert on balancing technology is not necessary, but having an understanding of the basics in the technology can help you make the best choice for your application. General Kinematics offers all styles of vibratory conveyors and can help explain the pros and cons of each type of design in relation to your process objectives. For more information on vibratory conveyor balancing, check out our balancing guide in our online technical center, or contact General Kinematics engineering experts.




