Case Studies
Latest Posts

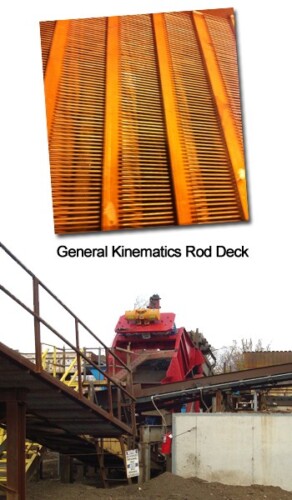
MRF facility opens in Tulsa
General Kinematics recently completed the commissioning of a new CD-XL recycling system at Tulsa Recycling and Transfer, of Tulsa, Okla. The new MRF facility was designed to recover OCC (Old […]
April 23rd, 2011 | 2 min Read

Case Study: Tobacco Drying
Challenge
Customer wanted to automate and optimize an old process that increases the leaf factor of tobacco. The new technology must be able to fit within the existing physical constraints of the plant structure without redesign of the facility.
April 19th, 2011 | < 1

Case Study: STM Vibrating Screens
Challenge
Customer wanted to replace an existing vibrating screen due to frequent mechanical failure issues. Existing screen technology utilized the traditional brute force drive with large shafts, bearings, and motors. In the application, brute force screen technology typically had a useable life of around 1 year before mechanical failure occurred. The new screen needed to fit into the same area of the plant and run without issues.
April 19th, 2011 | 2 min Read

Case Study: Shear Take-Away Conveyor
Challenge
The customer was looking for a unique solution to replace their existing vibratory shear take away conveyor. Every so often the shear would not fully shear off the material correctly. By design, the shear would then index the piece forward. If this happens several times in succession, the extended piece would be leveraged onto the vibratory conveyor which deformed the trough pan overtime. In addition, the large downward force would restrict the vibratory conveyor's motion, causing damage to the supporting rocker legs and drive assembly.
April 19th, 2011 | 2 min Read
Case Study: Mixed Broken Glass...
Challenge
A Midwest recycling center had placed an air-knife unit to remove paper from their mixed broken glass, but found that many items contained in the end product still contained contaminations such as plastic caps, aluminum cans, and plastics. This company came to General Kinematics to look for an air-knife solution to provide a cleaner glass stream.
April 19th, 2011 | < 1

Case Study: Recycling System Improvements
Challenge
A regional U.S. recycler required a more efficient processing solution for separation of construction and demolition waste. Their existing system could not meet the throughput or reliability demands of the incoming C&D waste stream.
April 19th, 2011 | 2 min Read