Challenge
A Midwest foundry struggled with getting core sand to break down in their existing system. The core sand had iron metallics mixed in that needed to be extracted. A secondary challenge was the lack of understanding of the piece of GK equipment that was recommended by the GK engineers working on the project. Though the foundry recognized GK equipment advantage in conveyors and feeders any new technology needed to be proved.
Approach
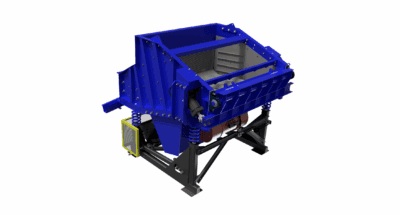
The GK VIBRA-MILL® was suggested as it is a total attrition mill and sand pre-conditioner in one. Mounted on low stress steel coil isolation springs to minimize floor vibration, the GK VIBRA-MILL® features an open tub design that eliminates maintenance and operational problems inherent in multiple deck units. After testing one in their facility for just three months, the foundry believed in the ability of the VIBRA-MILL® and added it to their production line.
Solution
The foundry decided on the VIBRA-MILL® HEVM64. The High Energy unit can handle production rates over fifteen tons per hour, while reducing a normal mixture of lumps and sand to original grain size.
Results
The fine sand was successfully extracted out the back of the VIBRA-MILL® while screened overs are delivered out the sides to allow the iron metallics to be delivered through the overs screen. Meanwhile, the internal grate plate is where the large metallics are recovered (pictured).
The foundry has reported:
- Triple the amount of reclaim sand used in each mold.
- Decrease in sand additives (including seacoal and bentonites) by 10% per mold.
- Decrease in new sand usage by 35% per mold.
- Decrease in waste sand generated by 45%.
About General Kinematics
General Kinematics Corporation, incorporated in 1960, was established to market, design, and custom fabricate innovative vibratory materials handling and processing equipment. Today the company is one of the world’s largest suppliers of vibratory processing equipment, holding more than 200 worldwide patents, and is acknowledged as a major contributor to the technical advancement of vibrating equipment design and application. Today, over 50,000 General Kinematics units have been installed in virtually all of the world’s industrialized countries. For more information about General Kinematics products and services, visit the company’s website at www.generalkinematics.com.